
30
2025
-
05
膜析技术在混合酸回收中的应用与前景展望
作者:
随着工业的快速发展,混合酸在化工、冶金、电镀等行业的应用日益广泛,但同时也产生了大量的混合酸废水。这些废水若直接排放,不仅会造成资源的浪费,还会对环境造成严重污染。因此,开发高效、环保的混合酸回收技术具有重要的现实意义。膜析技术作为一种新型的分离技术,具有能耗低、分离效率高、无二次污染等优点,在混合酸回收领域展现出广阔的应用前景。
一、膜析技术概述
(一)膜析技术原理
膜析技术是利用某种特殊的半透膜对溶液中的某种溶质或者溶剂(水)进行选择性分离、浓缩或提纯的技术方法。在膜析过程中,半透膜允许某些物质透过,而阻止其他物质透过,从而实现混合物的分离。根据分离机制的不同,膜析技术可分为电渗析法、反渗透法、超滤法等。
(二)膜析技术分类
- 电渗析法:在直流电场的作用下,利用阴、阳离子交换膜对溶液中阴、阳离子的选择透过性,使溶液中的溶质与水分离。
- 反渗透法:借助压力促使水分子反向渗透,以浓缩溶液或废水。当向溶液一侧施加的压力超过其渗透压时,溶液中的水就会透过半透膜,流向纯水一侧,而溶质被截留在溶液一侧。
- 超滤法:对料液施加一定压力后,高分子物质(分子量>500)、胶体、蛋白质等被半透膜所截留,而溶剂和低分子物质(分子量<500)则透过膜。
(三)膜析技术在混合酸回收中的优势
- 高效分离:膜析技术能够根据混合酸中各组分的分子大小、电荷性质等差异,实现高效分离,提高酸的回收率。
- 节能环保:与传统的酸回收方法相比,膜析技术不需要高温、高压等条件,能耗低,且不会产生二次污染。
- 操作简便:膜析技术设备结构简单,操作方便,易于实现自动化控制。
- 资源循环利用:通过膜析技术回收的酸可以重新用于生产,实现资源的循环利用,降低生产成本。
二、不同膜析方法在混合酸回收中的应用
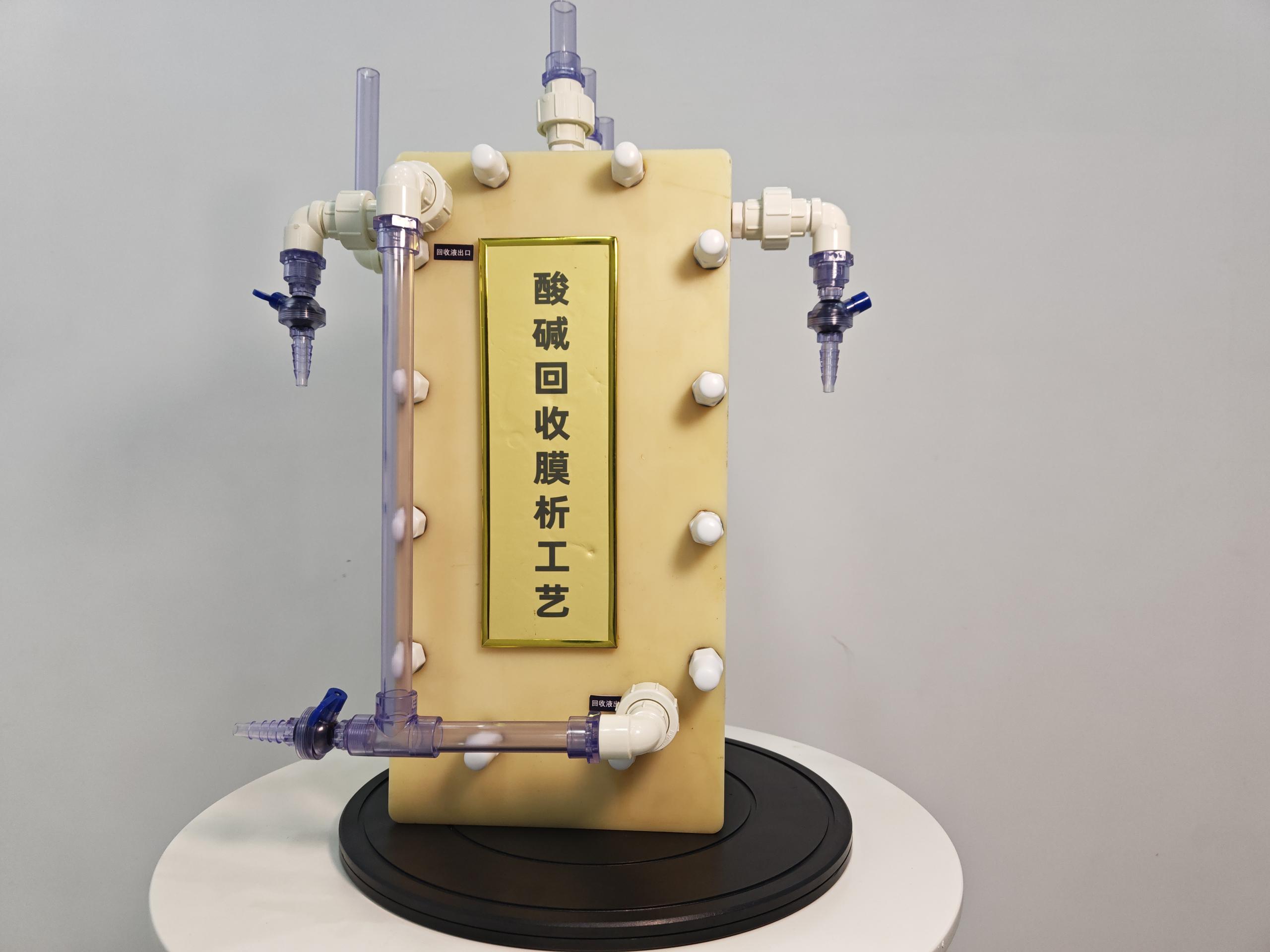
(一)膜析膜法回收废酸
膜析膜法是基于浓度梯度驱动的膜分离过程,利用阴离子交换膜(阴膜)从盐溶液中回收酸。在膜析过程中,废酸液侧的酸及其盐的浓度远高于水的一侧,根据膜析原理,由于浓度梯度的存在,废酸及其盐类有向扩散室渗透的趋势,但膜对阴离子具有选择透过性,故在浓度差的作用下,废酸侧的阴离子被吸引而顺利地透过膜孔道进入水的一侧。同时根据电中性要求,也会夹带阳离子,由于H⁺的水化半径比较小,电荷较少;而金属盐的水化半径较大,电荷较多,因此H⁺会优先通过膜,这样废液中的酸就会被分离出来。
例如,用阴离子交换膜渗析法处理含硫酸钠的高浓度硫酸废水,动态法分离废酸结果表明,H₂SO₄回收率达83.4%,回收酸中Na₂SO₄含量下降至5.2g/L。化纤厂酸性废水大约含有质量分数10%的Na₂SO₄,7%的H₂SO₄,1%的COD。采用膜析法处理化纤厂酸性废水,回收率可达80%,回收酸与废酸的浓度比约70%以上,盐截留率70%。
(二)反渗透法在混合酸回收中的应用
反渗透法可以对混合酸溶液进行浓缩,提高酸的浓度。在一些工厂的生产过程中,如制造腈纶纤维时采用硝酸做溶剂,废水中含有硝酸,用电渗析法(反渗透法的一种应用形式)可把浓度为0.2%的硝酸浓缩到10%,然后回用于生产。
反渗透法具有操作压力高、分离效率高、回收的酸纯度较高等优点。其工业上应用的装置有平板式、管式、螺旋卷式和中空纤维式四种。根据膜材料化学组成的不同,反渗透膜可分为纤维素酯类膜和非纤维素酯类膜两大类。
(三)超滤法在混合酸回收中的应用
超滤法可以对混合酸中的大分子物质、胶体等进行截留,实现混合酸的初步净化。在混合酸回收过程中,超滤法可以去除混合酸中的杂质,如蛋白质、淀粉、细菌等,提高回收酸的质量。
超滤分离机理主要包括膜表面孔径筛分机理、膜孔堵塞的阻滞面机理和膜面及膜孔对粒子的一次吸附机理。超滤过程中,由于高分子的低扩散性和水的高渗透性,被截留的溶质组分会在膜表面上积聚,使膜上的溶质浓度高于溶液主体的浓度,这种现象称为浓差极化。浓差极化是一种可逆过程,可以通过降低超滤膜两侧的压力差,或是通过提高超滤料液湍流速度以降低膜表面的溶质浓度等方法,减轻浓差极化现象,使膜的透水通量得到较好的恢复,缓和其对超滤过程的负面影响。
三、膜析技术在混合酸回收中的实际应用案例
(一)钢铁酸洗废液处理
钢铁工业中酸洗废液有硫酸、盐酸及硝酸/氢氟酸酸洗废液。目前应用于钢铁酸洗废液处理的膜处理技术,通过利用膜的离子选择性将铁盐和酸分离,同时回收酸和铁盐,处理过程无相变,有较高的经济和环保价值。具体的膜处理技术根据酸的回收、浓缩以及废水排放等不同目的,可分为渗析法、纳滤法、气升式膜反应器法、膜蒸馏法等。
例如,某不锈钢厂采用喷雾焙烧法对混合废酸进行再生利用。含金属盐的HF/HNO₃废混酸用提升泵提升至废酸储罐中,经泵加压送入文丘里预浓缩器与焙烧烟气热交换预加热、浓缩,再经过滤后送入喷雾焙烧炉的喷嘴,酸液通过喷枪及喷嘴成雾状从顶部喷入焙烧炉内,在焙烧炉内发生蒸发及热分解反应,实现了废酸的有效回收利用。
(二)化纤厂酸性废水处理
四、膜析技术在混合酸回收领域的发展前景
(一)技术创新
随着材料科学和膜技术的不断发展,新型膜材料和膜组件不断涌现。例如,具有更高选择性、更高通量和更长使用寿命的膜材料将被开发出来,进一步提高膜析技术在混合酸回收中的效率和性能。
(二)应用拓展
膜析技术不仅在化工、冶金等传统行业有着广泛的应用前景,还将在新能源、环保等新兴领域发挥重要作用。例如,在锂电池生产过程中产生的含酸废水回收、在污水处理中的酸回收等方面,膜析技术都将具有潜在的应用价值。
(三)与其他技术的集成
膜析技术作为一种高效的膜分离工艺,在混合酸回收领域具有显著的优势和广阔的应用前景。通过不同的膜析方法,如膜析膜法、反渗透法、超滤法等,可以实现对混合酸中不同组分的高效分离和回收。随着技术的不断创新和发展,膜析技术将在更多领域得到广泛应用,为混合酸的回收利用和资源的循环利用提供更加有效的解决方案,推动工业的可持续发展。
相关新闻

山东环科环保科技有限公司
服务热线:
扫码咨询
关注我们